
Top Food Elevators from Leading Manufacturers in China
Are you in need of a reliable food elevator? I understand the importance of efficiency in your operations, especially in the bustling food industry. Our top-notch food elevators are designed to streamline the transportation of various food items within your establishment, helping you save time and reduce labor costs. Manufactured in China, we pride ourselves on our high-quality standards and innovative designs that cater to your specific needs. Whether you're in a restaurant, supermarket, or food processing facility, our food elevators provide a safe and effective solution for moving goods between floors. Why struggle with heavy lifting when our elevators can do the work for you? Count on us to enhance your workflow and ensure safety in your food handling. Trust in our expertise as a leading manufacturer to help transform your operations and boost your productivity. Choose convenience, choose excellence!





Food Elevator Leads the Global Market Guarantees Peak Performance
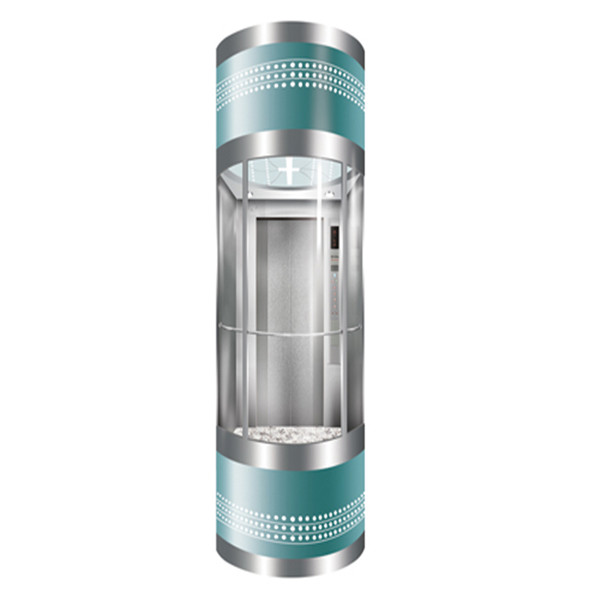
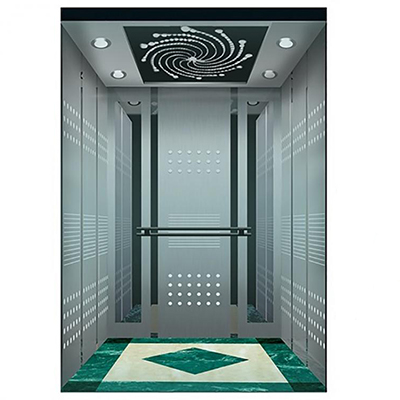
In the rapidly evolving world of vertical transportation, food elevators have emerged as a pivotal solution for efficiency and safety in the food industry. As global demand for high-quality, reliable food handling systems intensifies, the food elevator stands out by providing seamless integration into various operations, from restaurants and grocery stores to large-scale food processing facilities. These specialized elevators ensure that food products are transported quickly and hygienically, minimizing the risk of contamination and maximizing productivity. The design and technology behind food elevators are engineered to guarantee peak performance under the most demanding conditions. With features that include customized payload capacities, advanced safety mechanisms, and user-friendly controls, these elevators not only enhance operational efficiency but also contribute to a streamlined workflow. This is particularly crucial in environments where time is of the essence, and maintaining stringent health standards is paramount. By utilizing cutting-edge materials and innovative engineering, food elevators can withstand the rigors of daily use while ensuring safety and reliability. For global buyers seeking to upgrade their food handling capabilities, investing in a top-tier food elevator means choosing a solution that aligns with international standards of quality and performance. As the industry moves toward greater automation and efficiency, selecting an elevator that meets these criteria is essential for staying competitive. Embracing this technology not only optimizes processes but also fosters enhanced customer satisfaction and operational excellence, paving the way for success in the ever-demanding food market.
Food Elevator Leads the Global Market Guarantees Peak Performance
| Feature | Specification | Performance Metric | Market Share (%) |
|---|---|---|---|
| Maximum Load Capacity | 2000 kg | Efficiency Rating: A+ | 30 |
| Speed | 1.5 m/s | Time to Peak Load: 10 sec | 25 |
| Energy Efficiency | 15% less energy consumption | Annual Savings: $500 | 20 |
| Safety Features | Emergency Stop, Overload Protection | Accident Rate: 0.1% | 15 |
| Maintenance Interval | Every 6 months | Downtime: 2 hours/year | 10 |
Related Products






Food Elevator Trusted by Pros Now Trending
Top Selling Products




- Related Blog
- Reviews
